- The crank shaft
- Die Kurbelwelle

Die Kurbelwelle ist aus einem Gußteil gefertigt. Sie wurde im
Sandgußverfahren hergestellt und besteht aus GGG, Gewicht ca. 16 Kg. Die
Materialmischung wurde zusätzlich auf den Einsatz als Kurbelwelle legiert.
Nachdem ein Freund auf seiner Maschine die Wellenende vorgedreht hatte, konnte
ich sie auf meiner kleinen Weiler Drehmaschine einspannen. Die Reitstockkurbel
ragte schon ins Mauerwerk. So konnte ich die Außenseiten der Kurbelwangen
fertigdrehen. Da die Welle später geschliffen werden sollte, drehte ich
die Grundlagersitze mit ca 0,5 mm Zugabe auf 34,5 mm Durchmesser vor.

Als nächstes spannte ich die Kurbelwelle mit einem Teilapperat auf die
Fräse. Nach Ermittlung der besten Gußteilausnutzung konnte ich so
die ebenen Flächen der Kurbelwangen fertig fräsen.

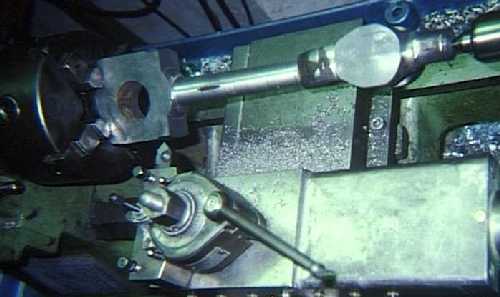
Jetzt kam der schwierigste Teil der Arbeit - die beiden Kurbelzapfen. Dazu
fertigte ich mit meinem Freund Dieter zunächst eine Hilfsvorrichtung zum
exzentrischen Aufspannen der Welle. Zwei Dickbleche (40 mm Stärke) wurden
mit je einem geschlitzten Loch zur Aufnahme der Wellenenden und zwei
exzentrischen Zentrierbohrungen versehen. über je eine Klemmschraube M 10
konnten die Bleche nach genauer Ausrichtung exakt auf den Wellenenden fixiert
werden. Anschließend wurde die Welle über die Zentrierbohrungen auf
einer großen Drehmaschine eingespannt. Nach genauem Ausrichten der Flucht
konnte mit dem Drehen begonnen werden. Dabei gab es zwei Schwierigkeiten: Die
Welle dreht nun unausgewuchtet um die Kurbelzapfen - 16 Kg bei einem
Kurbelwellenhub von102 mm! Durch die solide Bauweise der Drehmaschine und die
relativ niedrige Drehzahl von 63 U/min war dies dann aber doch kein Problem.
Zweitens benötigten wir einen extra langen Drehstahl, da zu dem Hub von
102 mm, also einer Exzentrizität von 51 mm noch die angegossenen
Kontergewichte zu überbrücken waren.

Es klappt! Nach einigen Stunden Einstellen, Denken, Messen und Diskutieren
haben wir die Kurbelwelle am Drehen (Danke noch mal Dieter).

Anschließend habe ich die Welle zum Kurbelwellenschleifer gegeben. Da ich
die Maschine ja später mal in ein Dampfboot einbauen will, war mir die
Präzision diese Bauteils schon sehr wichtig. Es hat sich gelohnt, beim
Einbau der Welle in die Grundlager hatte ich keine Probleme, da ja die Welle
exakt fluchtet.
- The conection rodt
- Die Pleuel

Die Pleuel sind ebenfalls aus GGG im Sandguss gefertigt. Wie immer bei einem
Gussteil ist es gar nicht so einfach das zu erstellende Teil in Gedanken so in
das Gussteil zu legen, dass es später nicht aus dem Gussteil herausschaut
:-) . Auf der Fräse habe ich zuerst die geraden Flächen des
Zapfenlagers vorgefräst, um schon einmal eine Achse des Pleuels
festzulegen.

Anschliessend kam das Pleuel auf die Drehmaschine. Ich spannte es anfangs nur
in das Vierbacken-Futter ein. Am obren Gabelende war eine Verbindung mit
angegossen worden. Nach genauem Ausrichten konnte hier eine Zentrierbohrung
für die mitlaufende Spitze eingebracht werden. Alle Radien und die
Krümmung des Gabelkopfes wurden freihand gedreht.

Wieder auf der Fräse, konnte jetzt die Verbindung am Gabelkopf abgetrennt
werden. Mit einem entsprechend langem Fräser wurden alle Innenflächen
der Gabel fertig bearbeitet.

Anschliessend wurden die Bohrungen für das Kurbelzapfen- und
Kreuzkopflager auf der Fräse ausgedreht. Durch die Bearbeitung in einer
Einspannung erhält man eine exakte Fluchtung. Den letzten Schliff
(Fräsung) erhielten die Gabelenden auf dem Rundtisch. Die Zentrierung ist
hier sehr einfach über das Zapfenloch möglich.
- The base plate
- Das Fundament

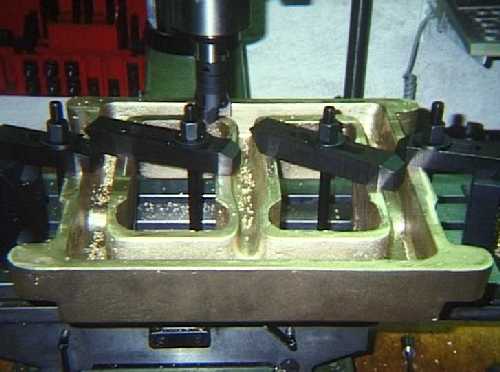
Normalerweise sind alle Gussteile der Maschine in GGG gegossen. Ich mag aber
Bronce viel lieber - So hat man mir das Fundament und alle weiteren Gussteile
im Sandformverfahren aus Rotguss hergestellt. Wie man im Bild erkennen kann,
passte das Fundament so gerade auf meine Maschine (Mark VII von Knuth).
Zunächst wieder das beliebte Spiel: Wie richte ich das Gussteil aus. Die
erste Bezugsfläche habe ich auf der Unterseite erstellt. Da ich nur von
oben (auf der Unterseite) spannen konnte und das Fundament auf der ganzen
Fläche geplant werden sollte, mussten die Spannklötze mehrmals
umgessetzt werden. Wenn man dies nach und nach macht, verliert man die
Aufspannung nicht und erhält eine plane Fläche.

Die Lagergasse konnte auf meiner Fräse so gerade eben noch in einer
Aufspannung erstellt werden. Dies ist für eine einfache Montage der
Lagerschalen sehr wichtig. Fluchten die Lager nicht, so ist viel Anpassaufwand
erforderlich. Am mittleren Lagerbock erkennt man schon die beiden Stehbolzen
für den Lagerdeckel. Es fehlen noch die Bohrungen für die
äusseren Lagerdeckel,sowie für die Befestigung der beiden
Ständer und der zwei Säulen.