Beibootmaschine der Kaiserlichen Marine von Rainer Radow |
04.Mar.2012 |
| back |
|
|
| 2.1 Cylinder Block |
|
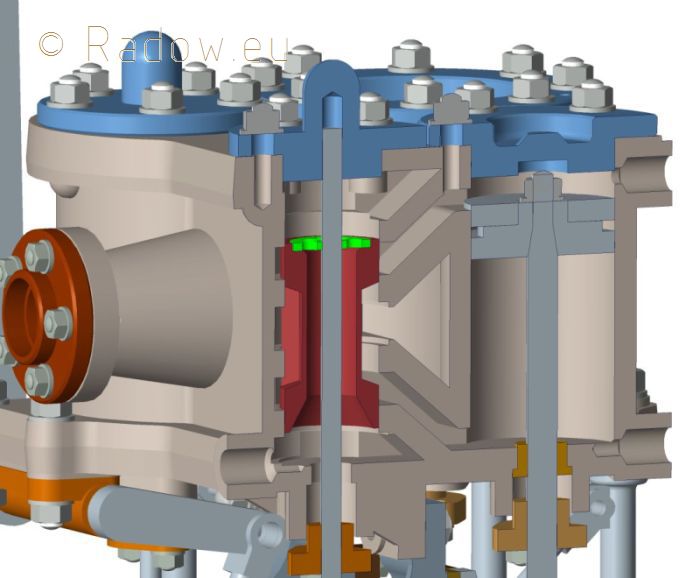
The biggest challenge with this machine is the cylinder block. It combines two cylinders, two piston valves, the steam receiver and all the channels between the main steam line and the exhaust in one single casting.
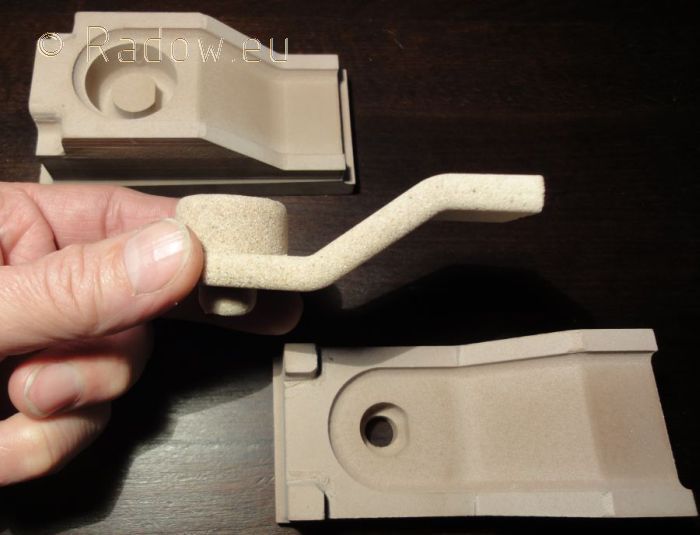
To mimic these channels in the liquid metal during casting, a 13-piece sand core is necessary. All this parts are to be positioned on core marks in the core box and securely anchored, so that they don't slip away when casting the metal into the mold. From the CAD data I generated the G-code command sequences to control a milling machine. Since for this 3D operation the milling cutter can only overlap 0.2 mm per pass, it takes some hours to machine one mold half on my smal mill (feed = 2m/min). Meanwhile already more than half of the 34 mold part of the cylinder are machined. As an example, the two mold halves for the HP steam channel. In my hand you can see a sand core sample coming out of this box.
|
| back |
|
|
|
Please send your comment on my steamboat page: Rainer @ Radow . org . This page is maintained from Hanover, Germany. Downloaded by you: |
dampfkraft.de / steamboating.de um: Tue, 09 Jun 2026 12:43:26 +0000 |